
掌握市政管道核心技术


电 话:0851-38111888
传 真:0851-38111888
手机:157-0300-7718(销售部赵经理)
地 址:贵州省安顺市平坝区夏云工业园龙腾路1号
2.5小时左右(共约8小时),严禁提前开机生产。2.1.3按生产要求更换成型模具,机头或模头。 (1)整体安装机头;A、开机:开启机头1-7区加热段,设定温度为220度,加温时间为5-6小时后才能顶出机头。B、生产过程中: 1-7区加热段继续加温,停止8-22区加热段停止加温,约3小时后才能顶出机头 (2)换模头: A、开启机头18-22区加热段,设定温度为220度,纳米改性聚丙烯(HPPM)方形电力双壁波纹管价格加温时间为4-5小时后才能进行拆装。 B、在换上内、外层的模头时,须按标准调节好间隙尺寸,升温6小时后再次拧紧各处固定螺丝,然后分别转动内、外层的口模,观察口模沿丝口方向是否运动自如,黔南州纳米改性聚丙烯(HPPM)方形电力双壁波纹管防止固定螺丝拧的太紧。

2、黔南州纳米改性聚丙烯(HPPM)方形电力双壁波纹管认为接口前应先将双壁波纹管承口插口内外表面清理干净,在插口套入密封圈,并在承口内工作面和橡胶圈表面涂上润滑剂(一般用肥皂水),插入方向为水流方向,对准承口中心线用人力或设置木挡板用撬棍将被安装的HDPE双壁波纹管管材徐徐插入承口内直至底部;3、接口完成后,随即用相同土质把预留凹槽处填筑密实;4、纳米改性聚丙烯(HPPM)方形电力双壁波纹管价格承插口管安装应将插口顺水流方向,承口逆水流方向,由下游向上游依次安装;5、HDPE双壁波纹管管道应直线敷设,相邻两节管道轴线的允许转角一般不得大于2度。

管道清洗的结果将直接影响高密度聚乙烯管道的横向质量。黔南州纳米改性聚丙烯(HPPM)方形电力双壁波纹管因此,在正式的交叉实验中,当交叉实验截面的划痕深度≤1 mm,交叉电阻≤150 kN /km时,清洗结果为合格。用变径机将衬套缩小四级等径平均直径,缩小直径的限制控制在百分之5-12。牵引头缩径后固定在HDPE波纹管,用绞车将双壁波纹管通过电缆后牵引速度控制在15 ~ 18分钟。管道穿越完成后,再次检查管道穿越质量。穿越衬管时,每个穿越段所用的双壁波纹管长度应有不可避免的富余。内衬完成后,纳米改性聚丙烯(HPPM)方形电力双壁波纹管价格认为应在端口处进行焊接,相邻的管段或配件应通过带有松动法兰的螺栓牢连接。

3、链接方式卡箍式连接(卡套式)(铜锻压管件或不锈钢铸管件,紫铜环卡箍)卡压式连接(不锈钢管件)4、适用规范、标准《建筑给水聚乙烯类管道工程技术规程》 CJJ/T98-2003标准图号:02SS405-4《交联聚乙烯 (PE-X)给水管安装》5、材料与水箱及给水设备的连接应采用金属管段过五、铜管(无缝紫铜管)1、建材知识紫铜管,有色金属管一种。是压制的和拉制的无缝管。低温强度高。黔南州纳米改性聚丙烯(HPPM)方形电力双壁波纹管常用于制造换热设备(如冷凝器等)。也用于制氧设备中装配低温管路。直径小的铜管常用于输送有压力的液体(如润滑系统、油压系统等)和用作仪表的测压管等。铜管具备坚固、耐腐蚀的特性,而成为现代承包商在住宅商品房的自来水管道、供热、制冷管道安装的先选。2、纳米改性聚丙烯(HPPM)方形电力双壁波纹管价格常用规格公称通径:DN15、DN20、DN25、DN32、DN40、DN50、DN65、DN80、DN100、DN125、DN150、DN200、 DN250、DN300管材线膨胀系数:0.0176 mm/m℃3、链接方式1)薄壁铜管①承插式钎焊接口 DN15~DN300②卡套式接口 DN15~DN50③压接(卡压)式接口 DN15~DN502)厚壁铜管①螺纹连接 DN20~DN150②沟槽式连接 DN50~DN300③活套法兰连接 DN50~DN300方式4、适用规范、标准《建筑给水铜管管道工程技术规程》CECS171:2004标准图号:03S407-1《建筑给水金属管道安装-铜管》

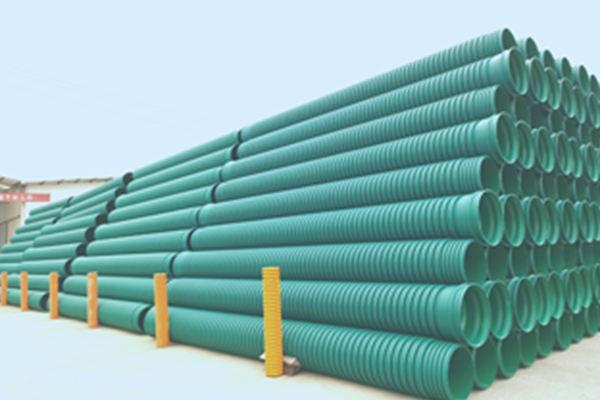
HDPE双壁波纹管具有重量轻、耐压高、韧性好、施工速度快、使用时间长等优点。其良好的管壁结构设计,与其他管材相比,大大降低了成本。黔南州纳米改性聚丙烯(HPPM)方形电力双壁波纹管并且由于其连接方便,在国内外得到了广的应用。大量更换混凝土管和铸铁管。工程成本较低,在同等载荷条件下,HDPE双壁波纹管只要薄的管壁就行。因此与相同原材料标准的实心壁管相比,可节省约一半的原材料,因此双壁波纹管的制造成本也较低。纳米改性聚丙烯(HPPM)方形电力双壁波纹管价格这是管材的另一个突出特征。施工比较便利,因为HDPE双壁波纹管重量轻,便于转移和连接

黔南州纳米改性聚丙烯(HPPM)方形电力双壁波纹管分类PVC-U管一般可分为压力管和非压力管。压力管主要用于城乡供水管、建筑给水管和低压农业灌溉管。非压力管主要用作建筑排水管和城镇排水管和电线套管。纳米改性聚丙烯(HPPM)方形电力双壁波纹管价格建筑排水管可区分为:实壁管、内螺旋实壁管、双壁内螺旋管、芯层发泡管等。城镇排水管又可区分为:实壁管、双壁波纹管、径向加筋管等。PVC-U给水管材挤出成型工艺如下进料+挤出+冷却定型+牵引+喷码+切割→成品主要由挤出机将混配料加热,塑化熔融后稳定地输送到挤出机头,由机头成型出管坯。

咨询热线
 AM 8:30-PM 5:30
AM 8:30-PM 5:30
0851-38111888
传真:0851-38111888
手机:157-0300-7718(销售部赵经理)
地址:贵州省安顺市平坝区夏云工业园龙腾路1号
官网:www.kmykjgz.com

扫一扫 进入手机网站

 贵公网安备 52042102000085号
贵公网安备 52042102000085号
